
This post is also available in: 简体中文 (Chinese (Simplified))
Primetals Technologies supplied a hot-strip mill at Usiminas (Usinas Siderúrgicas de Minas Gerais S.A.) at Cubatão in the Brazilian state of São Paulo. Started up in 2012, the mill incorporates advanced technologies that include third-generation Pair Cross actuators equipped with Mill Stabilizing Devices to reduce vibration. The new rolling facility fully meets the demands for the production of a broad range of steel grades at varying strip thicknesses and with excellent strip crown and shape results.
Over the years, rolling speeds have been continually increasing in order to raise productivity. At the same time, high-reduction rolling of high-strength steels requires larger rolling forces. This combination amplifies mill vibration, which adversely affects the life of mechanical parts, operational stability and thus mill productivity.
Compared to the rolling of conventional steel grades, special products such as line pipe, dual-phase (DP), transformation-induced plasticity (TRIP), high-strength, low-allow (HSLA), interstitial-free (IF) and electrical steels call for a mill capable of producing a wider strip-crown range. The requirements placed on new hot-rolling mills to enable enhanced strip-crown control are therefore continually growing. In response to these challenges, Primetals Technologies has combined the well-established Pair Cross mill with the new Mill Stabilizing Device (MSD) to meet today’s demands for hot rolling.
Supply scope and mill specifications
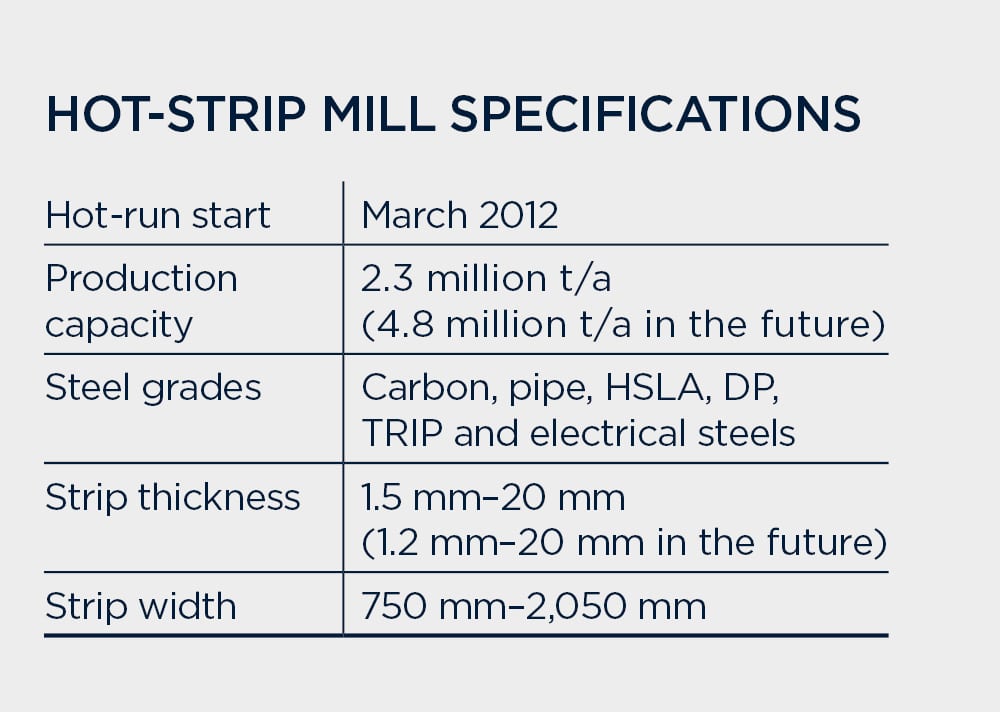
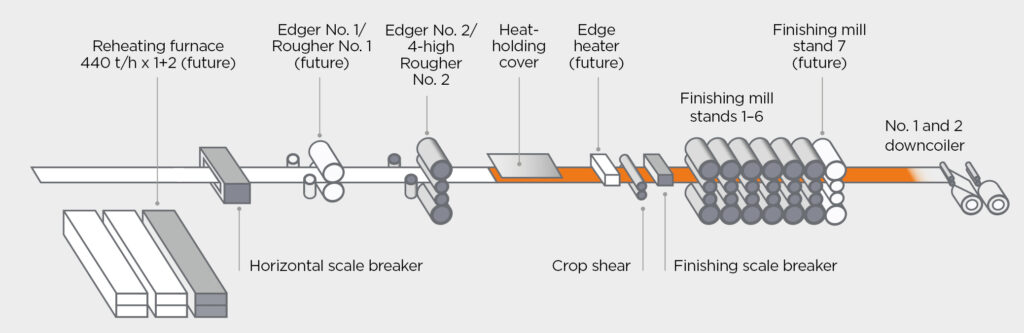
The No. 2 Hot-Strip Mill at Usiminas is one of the most modern rolling facilities of its type anywhere in the world. It is equipped with Pair Cross rolling technology and the MSD solution. Primetals Technologies supplied the complete rolling line, which included the foundation design and auxiliary equipment that comprised roll-shop equipment, the water-treatment system, the compressed-air plant, cranes, ventilation and air-conditioning, as well as the fire-detection and extinguishing facilities. Table 1 summarizes the main mill and product specifications, and Figure 1 shows the general line layout.
Mill equipment
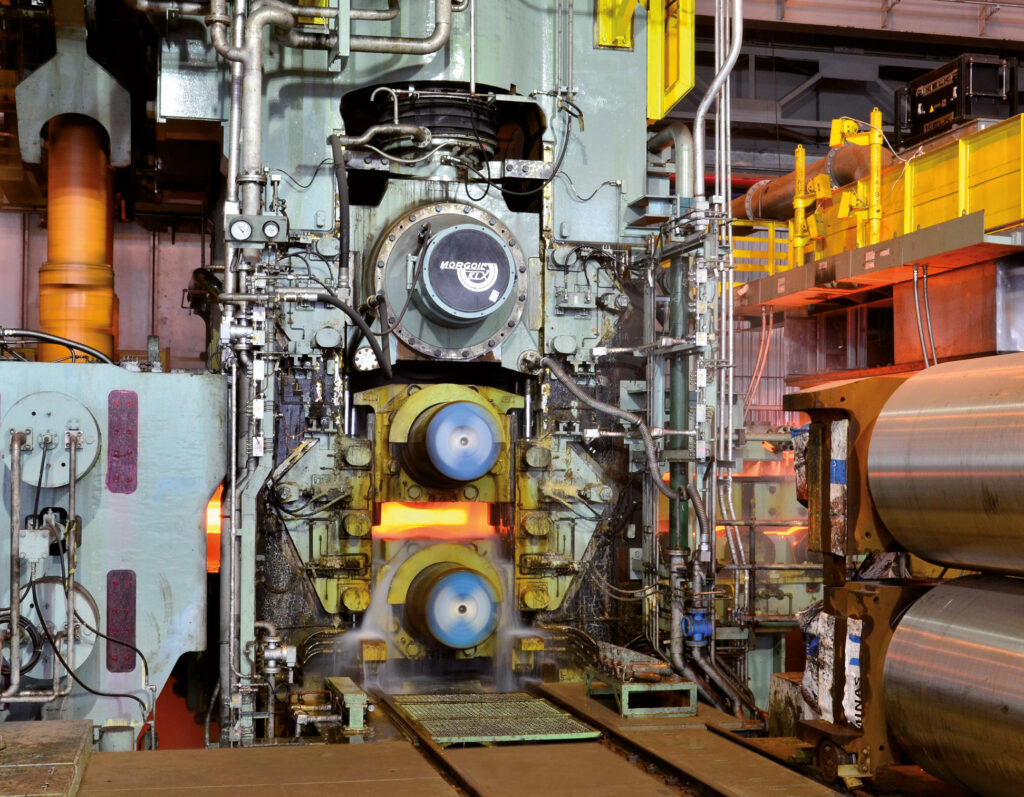
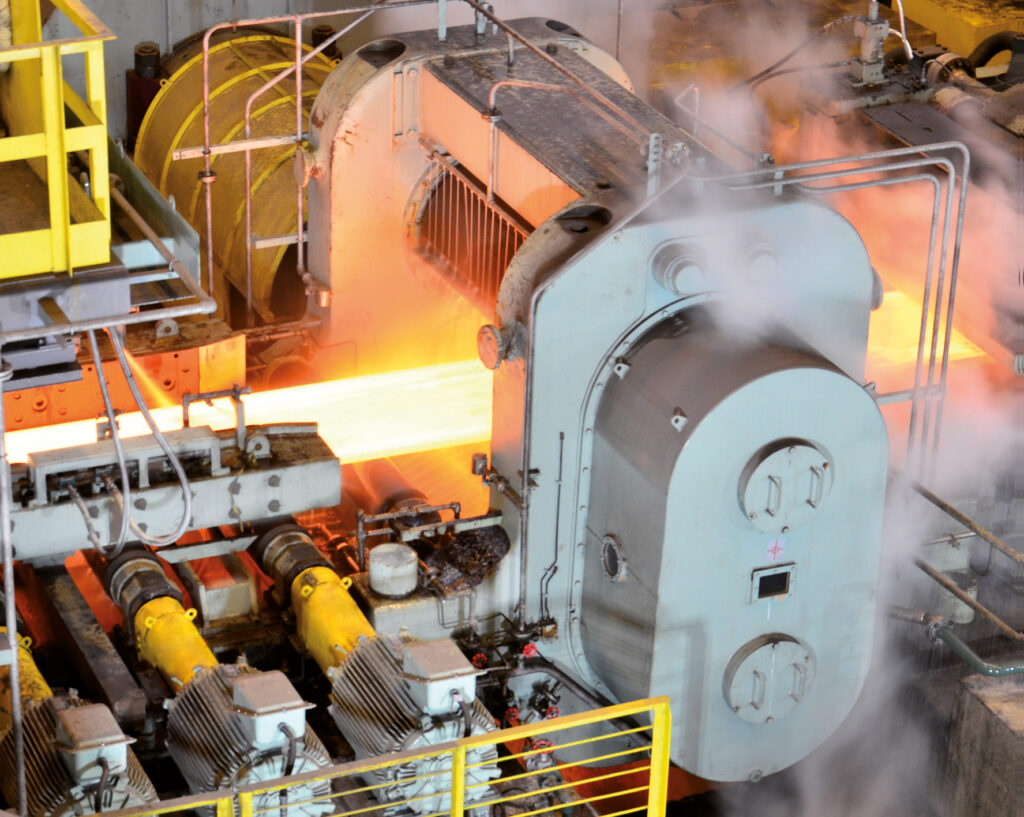
The line consists of a 4-high reversing roughing mill (R2) equipped with hydraulic gap control and a vertical edger at the entry side (Figure 2). Long-stroke, hydraulic automatic width control (HAWC) is applied to ensure high width accuracy and simple maintenance. A differential- speed rotary crop shear is installed in front of the finishing mill to square the transfer bar (Figure 3).
The finishing mill consists of six 4-high mill stands, F1 to F6, in tandem arrangement. Hydraulic Automatic gauge control (HAGC) is provided on all finishing stands for work-roll gap adjustments. Pair Cross rolls equipped with MSDs are installed in stands F1 to F4. Stands F5 and F6 are equipped with work-roll shifting to enable an extension of the rolling campaign at the same strip width. Cyclic shifting of the work rolls prevents both stepped and local wear. Positive and negative work-roll bending is employed on stands F5 and F6 for fine flatness control. Stands F5 and F6 are also outfitted with MSDs.
Hydraulic cylinder-operated loopers are located at each interstand area for mass-flow control and improved speed regulation. Interstand strip tension is calculated from hydraulic pressure and/or the load cell as the basis for feedback control of each looper. A rolling oil dispenser at the entry side of each stand further reduces roll wear and strip-surface defects. Furthermore, the oil dispenser decreases electrical power consumption.
Laminar-flow water cooling is applied on both the top and bottom surfaces of the strip after the finishing stands. Altogether, there are 15 separate cooling banks installed. These comprise intensive flow banks for fast cooling, normal cooling banks for regular cooling, and fine cooling banks for temperature control before coiling (Figure 4). The length of the cooling zone and water-flow rates are designed for the production of DP and TRIP steels as well as for conventional carbon steel grades.
Two downcoilers were installed. Three sets of wrapper rolls with quick-opening control (QOC) technology support smooth and quality coiling. QOC technology allows each wrapper roll to jump the step created by the head end of the strip, which reduces top-end marks that appear on the inner wraps. The mandrel has the capability to coil thicker strip of high-strength steel, and it also exhibits a unique feature called stepless expansion that improves the quality of coiling. The mandrel is able to expand in diameter in stepless increments while the strip is being coiled. While waiting for the strip, the mandrel is set to a smaller diameter than normal. Once the second wrap is wound, the mandrel begins to expand, which helps the strip to wrap tightly. With this feature, coiling tension is established very early during the coiling process without strip slippage.

Pair Cross mill with Mill Stabilizing Device
Crown on rolled strip is primarily caused by elastic deformation of the rolls. Because this is unavoidable during the rolling process, an additional actuator is needed to achieve strong and high-precision rolling of strip with the correct amount of crown. This is especially true under the changing conditions resulting from variations in the rolling schedule, as well as other causes.
The Pair Cross mill controls crown by crossing the rolls to achieve a changing gap between the top and bottom work rolls (Figure 5). Each work roll is narrower in the center and gradually becomes wider toward both ends. The name Pair Cross comes from the fact that not only the work rolls but also the backup rolls are crossed. By keeping the corresponding contacting work roll and backup roll parallel to each other, development of thrust force and wear between both rolls is minimized.
The Pair Cross mill was first developed in the 1980s and the design has been continually enhanced since then. The Usiminas mill is equipped with the third-generation Pair Cross system, which offers the following advantages compared to previous systems:
- Greater strip crown and flatness control is possible using just the Pair Cross mill by itself
- Improved operational stability using the MSD under demanding rolling conditions
- 75% reduction in the required number of components leads to simpler maintenance
Fully meeting the requirements
Primetals Technologies installed and equipped the No. 2 Hot-Strip Mill at Usiminas with some of the world’s most advanced hot-rolling technologies. The demand for a high-reduction mill capable of rolling advanced steel grades at thinner gauges and with improved strip crown and shape control was fully met. The mill is characterized by its high productivity, stable operation and reduced maintenance requirements.


